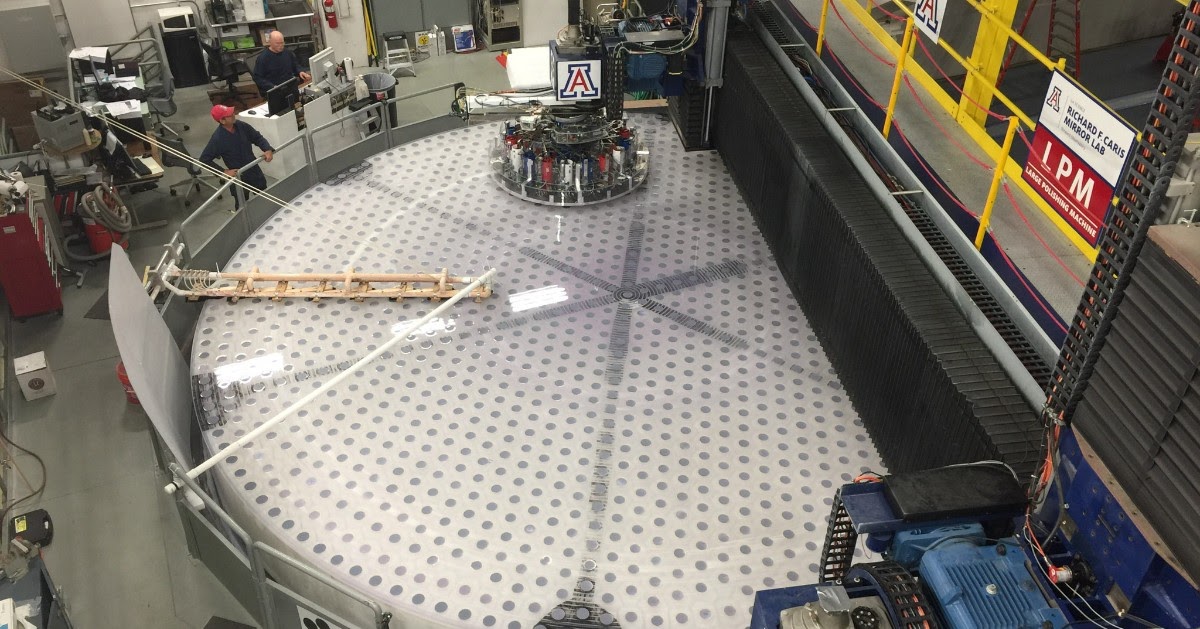
Primeiro, ocorre a fusão de quase 20 toneladas de vidro em um molde em formato de favo-de-mel, dentro de um forno rotativo gigante a uma temperatura de 1160ºC por 4 horas. A temperatura é rapidamente reduzida para 900ºC e, nos 3 meses seguintes, resfria lentamente para evitar distorções térmicas nos espelhos. Depois, há o desbaste das superfícies traseira e dianteira do espelho.
A face dianteira é polida com ferramentas computadorizadas para atingir precisões ópticas que são constantemente avaliadas. Ao final do polimento, ele é colocado sobre um complexo sistema de suporte e, também, ocorre a aluminização da superfície com uma fina camada de alumínio para torná-la altamente refletora. O espelho é transportado para o local de armazenamento, onde permanecerá até a montagem do GMT.